





Quá trình nhào trộn
Sự hình thành bột nhào: Bột nhào dùng để làm mì sợi được chuẩn
bị từ 2 thành phần chính là bột và nước. Trong quá trình nhào, không khí có thâm nhập
vào khối bột. Trong trường hợp sàn xuất các loại mì sợi đặc biệt thì người ta
còn cho thêm một số chất phụ gia nữa.
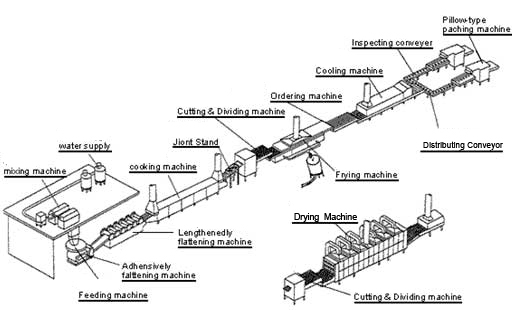 | |
| Dây chuyền sản xuất mì không chiên ăn liền (Nguồn: www.machinesplant.com/product/noodle/nonfried-instant-noodle-machine.html) |
Yếu tố chính để tạo ra sự liên kết trong bột nhào là gluten.
Gluten có khả năng hút nước rất mạnh có thể hút một lượng nước gấp hai lần khối
lượng của bản thân. Khi hút nước, gluten trương lên và đóng vai trò như bộ
khung và liên kết với cách ạt tinh bột đã trương nở trên bề mặt bộ khung đó.
Như ta đã biết liều lượng tinh bột trong bột mì khoảng 65 –
70%. Khi gặp nước nóng (600C) thì tinh bột bị hồ hóa trở thành dính
và là chất liên kết tốt. Song trong thực tế sản xuất mì sợi người ta nhào bột
mì với nước ở nhiệt độ thấp hơn 600C, do đó tác dụng liên kết của
tinh bột không lớn. Sợi mì dai chính là nhờ tác dụng liên kết của các phần tử
gluten. Trường hợp nhào bột có hàm lượng gluten cao (28 – 30%) và chất lượng tốt
thì cần phải kéo dài thời gian và tăng cường độ nhào.
Trong khi nhào, không khí sẽ lẫn vào khối bột và có ảnh hưởng
xấu đến chất lượng của bột nhào, làm cho gluten khó trương nở. Bột nhào có lẫn
nhiều không khí thì ép sợi mì dễ đứt. Do đó thường các máy nhào ép liên hợp đều
có bộ phận tạo chân không ở buồng nhào để hạn chế sự thâm nhập của không khí.
Tùy theo yêu cầu tạo hình của các dạng mì sợi mà người ta nhào
bột với những tỷ lệ nước khác nhau. Nói chung độ ẩm của bột nhào vào khoảng 28
– 32,5%.
Trong khi nhào bột có xảy ra các quá trình hóa lý và keo, quá
trình hóa sinh do men và vi sinh vật gây ra thì không đáng kể. Các quá trình
hóa lý và keo xảy ra trong khi chuẩn bị bột nhào mì sợi cũng giống như trong
khi chuẩn bị nhào bánh mì.
Đặc điểm và tính chất của bột nhào phụ thuộc chủ yếu vào độ ẩm
của bột nhào và nhiệt độ của nước dùng để nhào. Do đó phương pháp nhào bột được
phân loại dựa vào độ ẩm của bột nhào và nhiệt độ của nước. Dựa vào độ ẩm của bột
nhào người ta chia làm 3 cách nhào:
+
Nhào bột khô (độ ẩm của bột nhào khoảng (28 –
29%)
+
Nhào vừa (độ ẩm của bột nhào khoảng 29,5 – 31%)
+
Nhào ẩm (độ ẩm của bột nhào khoảng 31,5 – 32,5%)
Độ ẩm của bột nhào càng cao thì bột nhào càng dẻo, dễ ép tạo
thành hình, tốc độ tạo hình nhanh, lực ép không cần lớn lắm, nhưng thời gian sấy
lâu hơn. Trong 3 cách nhào nói trên thì cách nhào thứ 2 (nhào vừa) được dùng phổ
biến hơn cả. Nhào khô thì cần áp lực lớn, bề mặt sản phẩm kém nhẵn. Nhào ẩm thì
sấy lâu và sản phẩm dễ bị cháy tuy năng suất ép tạo hình có cao hơn và bề mặt sản
phầm bóng hơn.
Cách nhào khô làm cho bột nhào có độ liên kết kém, khó tạo
hình, yêu cầu lực ép lớn, do đó người ta chỉ sử dụng trong các trường hợp cần
đúc khuôn những sản phẩm có hình đạng phức tạp. Cách nhào ẩm thường được áp dụng
trong các trường hợp sản xuất các loại sản phẩm có hình sợi nhỏ và mịn.
Dựa vào nhiệt độ của nước nhào, người ta chia làm 3 cách:
+
Nhào nóng (nhiệt độ nước nhào khoảng 75 – 850C
hoặc lớn hơn).
+
Nhào ấm (nhiệt độ nước nhào khoảng 55 – 650C).
+
Nhào nguội (nhiệt độ nước nhào khoảng 20 – 250C)
Trong 3 cách nhào trên đây, cách nhào ấm được dùng phổ biến
hơn cả. Nhào ấm làm cho bột có độ dẻo và độ đàn hồi vừa phải, dễ lấp đầy buồng
ép và thời gian nhào ngắn hơn so với cách nhào nguội. nhờ dùng nước ấm nên bột
được làm ẩm nhanh và sớm được tạo khung gluten. Sản phẩm tạo hình và có mặt
ngoài láng bóng.
Nhào nóng ít được dùng, vì khi tiếp xúc với nhiệt độ cao protide
dễ bị biến tính ảnh hưởng đến tính chất của bột nhào.
Nhào nguội được áp dụng trong trường hợp bột có hàm lượng
gluten thấp và chất lượng gluen kém. Nhào ấm trái lại được áp dụng trong trường
hợp bột có hàm lượng gluten cao và chất lượng gluten tốt. Khi nhào ấm cần phải
lưu ý sao cho nhiệt độ của bột sau khi nhào không vượt quá giới hạn 30 – 38%, nếu
bột quá nóng thì ép nhiệt độ sẽ còn tăng lên nữa làm cho protit bị biến tính, sợi
bột dễ bị đứt gãy, nhược điểm thường gặp của cách nhào nguội là trên bề mặt sợi
mì thường có nhiều đốm trắng, mặt ngoài của sợi mì không bóng láng và phải dùng
máy ép có công suất lớn.
Nguyên tắc nhào bột: bột nhào phải được chuẩn bị theo công thức
do phòng kĩ thuật của nhà máy hướng dẫn. Trong công thức đó phải chỉ rõ số lượng
các hạng bột, độ ẩm của bột, chất lượng của bột (số lượng và chất lượng của
gluten), nhiệt độ của nước, lượng nước, thời gian nhào….khi nhào phài cho bột
và nước vào buồng nhào một cách liên tục với khối lượng đã quy định theo công
thức. Nếu phân bố không đều trong khối bột thì trên bề mặt sản phẩm thường thấy
các đốm trắng và bề mặt sản phẩm sẽ không nhẵn.
Người ta chỉ cho thêm phế phẩm vào buồng nhào (sản phẩm tạo
hình không đạt yêu cầu) khi sản xuất các loại mì ngắn.
Nếu phụ gia là trứng thì cần phải trộn đều với nước (nhiệt độ
nước không quá 450C) rồi mới trộn vào bột mì. Cho trứng vào bột nhào
sẽ làm tăng hàm lượng chất béo của bột, giảm độ bền cơ học của sợi mì, do đó
không cho trứng vào bột nhào khi dùng bột mì hạng thấp. Nếu phụ gia là sữa, bột
cà chua…cũng vậy. phải trộn phụ gia với nước, sau đó mới trộn với bột mì và nói
chung người ta chỉ cho phụ gia trong trường hợp sản xuất mì sợi từ bột mì các hạng
cao.
Quá trình tạo hình
Mục đích: là làm ra sản phẩm có hình dáng theo yêu cầu với điều
kiện là các hình dáng sợi mì không bị biến dạng trong các quá trình chế biến tiếp
theo.
Phương pháp tạo hình: hiện nay phần lớn các xí nghiệp sản xuất
mì sợi đều dùng các loại máy tạo hình theo 3 nguyên tắc: ép đùn, cán cắt, đúc
khuôn. Máy ép đùn các sợi mì sợi được dùng khá phổ biến. áp lực buồng ép bằng
khoảng 30 -50 kG/cm2. Máy cán cắt tạo hình thường là các máy thủ công hoặc bán
cơ giới. đối với các bột hạng thấp, dùng máy cán cắt thường tạo hình sợi mì có
chất lượng tốt hơn so với dùng máy ép đùn. Máy tạo hình kiểu đúc khuôn chỉ dùng
trong trường hợp cấu tạo các sợi mì hình dáng đặc biệt.
Nếu dùng phương pháp cán cắt thì thường phài đưa bột nhào qua
cặp trục cán nhiều lần. Qua mỗi cắp trục cán, chiều dày của tấm bột cứ giảm dần.
Khi độ dày của tấm bột đã đạt yêu cầu thì đưa sang máy cắt để tạo sợi.
Sau khi tạo hình, yêu cầu đối với các sản phẩm như sau:
+
Bề mặt nhẵn, láng bóng.
+
Màu sắc trắng đều hoặc vàng đều, không có đốm.
+
Dai và đàn hồi sau khi cắt vẫn không bị biến dạng
+
Trên bề mặt không có dấu vết do ép không đều,
cán cắt không tốt gây ra.
Chất lượng của sản phẩm sau khi tạo hình phụ thuộc vào rất nhiều
yếu tố sau: hàm lượng và chất lượng của gluten, độ đồng đều về kích thước của bột,
độ ẩm của sản phẩm, nhiệt độ bột nhào, vận tốc ép, số lần ép.
Bột dùng để làm các dạng mì sợi phải có hàm lượng gluten trong
khoảng 28 – 32%. Gluten chỉ cần có đủ độ dai cần thiết. Gluten xấu và bột không
mịn thì bề mặt kém nhẵn, không bóng. Nếu hàm lượng gluten quá cao (36 – 40%)
thì bột đàn hồi mạnh, khó ép và bề mặt sản phẩm cũng không nhẵn bóng.
Độ đồng đều về kích thước của các phần tử bột cũng có ảnh hưởng
đến chất lượng sản phẩm. Bột không mịn đều thì màu sắc của sản phẩm cũng không
đều, sản phẩm kém láng bóng và độ đàn hồi cũng bị ảnh hưởng xấu. Bột mịn đều thì
nước dễ dàng phân bố đều và do đó sản phẩm sẽ đều sẫm màu và nhẵn.
Độ dai của sản phẩm phụ thuộc rất rõ rệt vào độ ẩm của bột
nhào. Bột nhào có độ ẩm cao thì dễ taọ hình. Bề mặt sản phẩm thường nhẵn và
bóng. Nhưng tăng độ ẩm quá 33% thì sản phẩm sẽ cháy, kém đàn hồi và dễ bị nứt.
nếu độ ẩm quá thấp thì khó tạo hình, áp lực bầu ép phải cao, công suất máy sẽ
tăng lên.
Độ dai của sản phẩm tỉ lệ thuận với nhiệt độ bột nhào. Nếu
tăng nhiệt độ bột nhào đến 600C thì độ dai của sợi mì giảm.
Vận tốc ép có ảnh hưởng đến chất lượng của sợi mì. Vận tốc ép
phụ thuộc vào độ ẩm của bột nhào, chất lượng và nhiệt độ của bột nhào, tiết diện
khuôn ép…vận tốc ép nhỏ thì sản phẩm sẽ chắc và bề mặt khá nhẵn bóng nhưng năng
suất của máy ép thấp. vận tốc ép thích hợp với các loại sản phẩm như sau:
+
Dạng mì ống V.ép = 12 – 14mm/s
+
Dạng mì thanh V.ép = 10 -14mm/s
Làm ráo sản phẩm
Sản phẩm từ khuôn ra có độ ẩm tương đối cao nên rất dễ dính
nhau, dính vào khuôn máy, gây khó khăn cho các quá trình chế biến tiếp theo. Do
đó sau khi ra khỏi khuôn sản phẩm được làm ráo bằng cách thổi một luồng không
khí trên bề mặt sản phẩm. không khí thổi vào có nhiệt độ bằng nhiệt độ của sản
phẩm để khỏi xảy ra hiện tượng ngưng tụ nước. Vận tốc của dòng khí nên chọn nhỏ
hơn vận tốc cân bằng của sản phẩm. Chi phí về không khí cho 1kg sản phẩm ướt
vào khoảng 4 – 5m3.
Sấy
Sấy là quá trình tách nước ra khỏi vật thể. Trong công nghiệp
thực phẩm nói chung và trong công nghiệp sản phẩm các dạng mì sợi nói riêng, sấy
được ứng dụng rộng rãi để làm khô sản phẩm. Các sản phẩm đều là những chất giàu
dinh dưỡng nên khi độ ẩm cao và ở nhiệt độ thích hợp thì các vi sinh vật sẽ
phát triển nhanh chóng làm hỏng sản phẩm. Mì sợi đã được làm khô đến độ ẩm dưới
13% rồi bảo quản trong kho sạch sẽ và khô ráo thì sẽ giữ được lâu mà chất lượng
ít thay đổi. Do đó sấy là một khâu rất quan trọng trong công nghiệp sản xuất mì
sợi.
Chế độ sấy: thường sấy mì sợi bằng phương pháp đối lưu với
không khí nóng hoặc kết hợp với đối lưu và bức xạ. Nếu cùng một lúc tăng nhiệt
độ sấy, vận tốc không khí nóng, giảm độ ẩm tương đối với không khí thì vận tốc
sấy sẽ tăng nhưng sản phẩm thường bị nứt nẻ và gẫy nát. Do đó phải chọn vận tốc
sấy thích hợp. nhiệt độ không khí nóng thường khống chế trong khoảng từ 55 – 70oC.
Thời gian sấy có thể từ 30 phút đế vài giờ tùy loại thiết bị sấy. Cũng có thể sấy
ở nhiệt độ 80oC trong thời gian >30 phút.
Sau khi ở thiết bị sấy ra sợi mì còn tiếp tục khô tự nhiên
trong vòng 4 -5 giờ. Độ ẩm còn giảm đi khoảng 1%. Sấy xong, mì sợi phải được
làm nguội tự nhiên hoặc thổi không khí mát vào. Nếu làm nguội bằng không khí
thì lượng không khí dùng từ 8 đến 15m3/kg sản phẩm trong thời gian 3
phút. Làm nguội tự nhiên thì cần nhiều thời gian hơn.
Sấy và làm nguội xong, người ta đưa sản phẩm đi phân loại và
bao gói.
Nếu sản phẩm mì sợi hấp chín thì sau khi tạo hình phải đưa sản
phẩm đi hấp. Có thể hấp bằng thiết bị hấp gián đoạn hoặc bằng máy hấp liên tục
kiểu băng chuyền. Nhiệt độ hơi nước dùng để làm chín sợi mì vào khoảng 95 – 1000C.
Sau khi hấp là giai đoạn tán hơi rồi đưa đi sấy khô…
(Tháng 8/2015)
Tài liệu tham khảo:
L.
Popper, "Noodles and Pasta," in Future
of Flour: A Compendium of Flour Improvement, ed: Verlag Agrimedia, 2006,
pp. 329-356.
Y.
H. Hui and F. Sherkat, Handbook of Food
Science, Technology, and Engineering - 4 Volume Set: CRC Press, 2005.
Bùi
Đức Hợi, et al., Kỹ thuật chế biến lương thực vol. 2: NXB Khoa học kỹ thuật, 2009







0 comments:
Post a Comment